Darton MID Sleeve (gömlek) montaj işlemleri aşamaları aşağıdaki gibidir.
Çeviri yapan:Maxiboost
Resimler Alıntıdır.
Geniş basan aluminyum pul yerine Torque Plate önerilir ve gerekli ısı farklarına bakılmalıdır gömlek ve blok ısı değerleri önemlidir.


")

Darton MID Sleeve (gömlek) montaj işlemleri aşamaları aşağıdaki gibidir.
Çeviri yapan:Maxiboost
Resimler Alıntıdır.
Geniş basan aluminyum pul yerine Torque Plate önerilir ve gerekli ısı farklarına bakılmalıdır gömlek ve blok ısı değerleri önemlidir.
Failure is not an option.
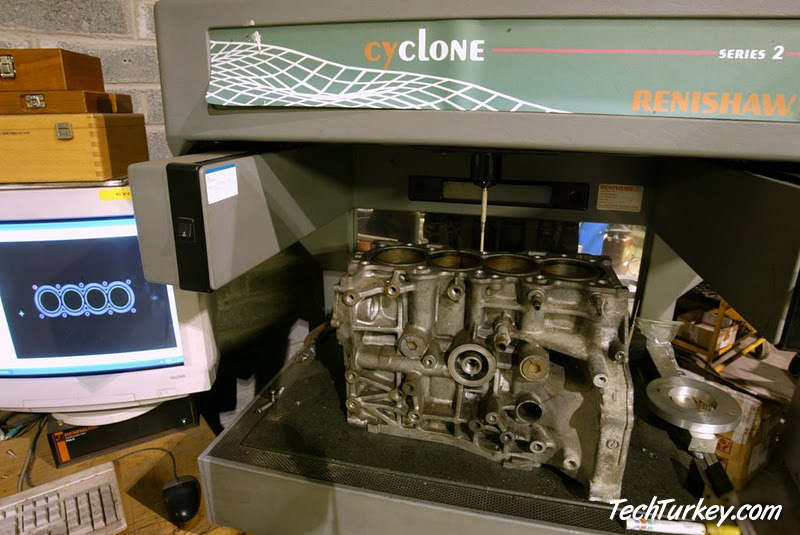
Öncelikle bloğumuz CNC'de dijital ölçüm ve tarama makinesinde ölçüldü. Bunun sebebi ise bore ölçüsü bloğa oranla çok geniş olduğu için kesin ve doğru ölçümün bir şart olması. Ölçüm cihazımız her yuvanın orta noktasını + / - 10 mikron töleransla ölçebilmektedir.
Sonra bloğumuzu tezgaha sabitledik. Makinemiz 5 açılı yüksek hızlı ve tüm işlemleri tek bir sabitleme ile yapabilmekte. (Bu makinanın yanılma payı ise + / - 1 mikrondur.)
Ardından yapılacak işlemler için bloğun yüzey ölçüleri alınıyor. Bu aşamada makine, sensörünü kullanarak ileride yapacağı işlemler için gerekli olan 4 farklı eksenin ölçüsünü alıyor. Fotoğrafta bloğun yükseklik ölçüsünü tespit ediyor.
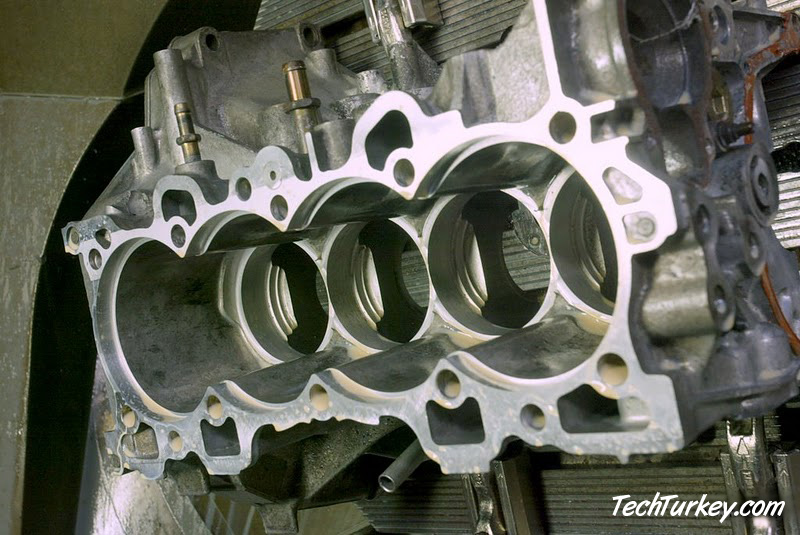
Bu fotografta her ne kadar kullanılmamasından dolayı biraz paslanmış olsada 81mm olan standart gömleklerimizi görüyoruz.
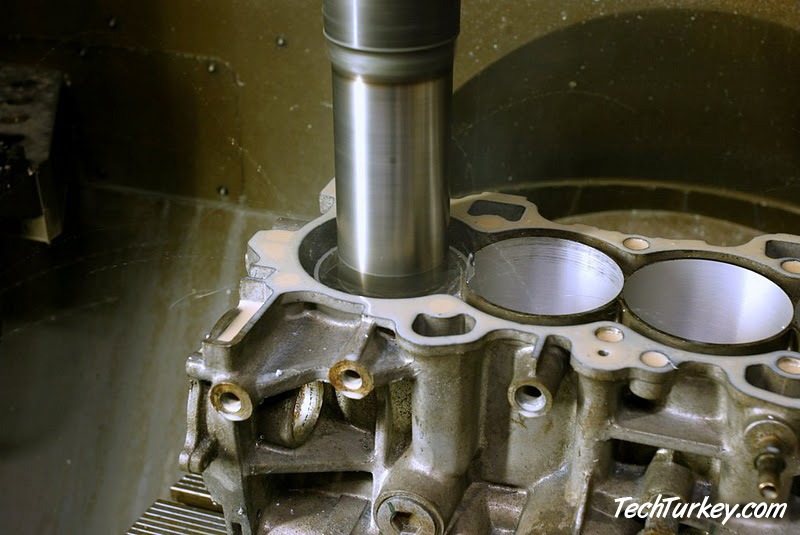
Honlama ucu her iniş çıkışında 1mm honlamak suretiyle döküm demirden yapılan gömleklerimizi aluminyumdan ayırıyor.
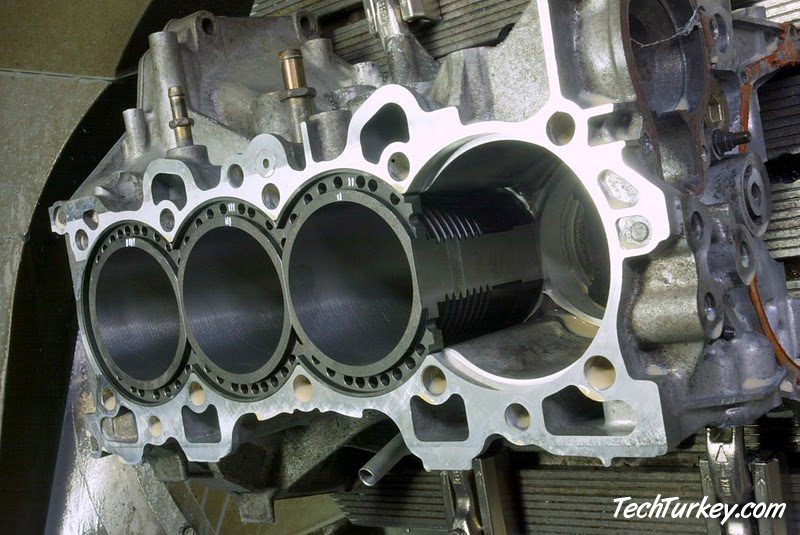
Bu fotografta orjinal ölçüsü 81mm olan bloğumuzdan sadece 2mm honladığımızda ortaya çıkan görüntüyü görüyoruz. Gömleklerimiz şuanda 83mm ve hiç döküm demir kalmadı.
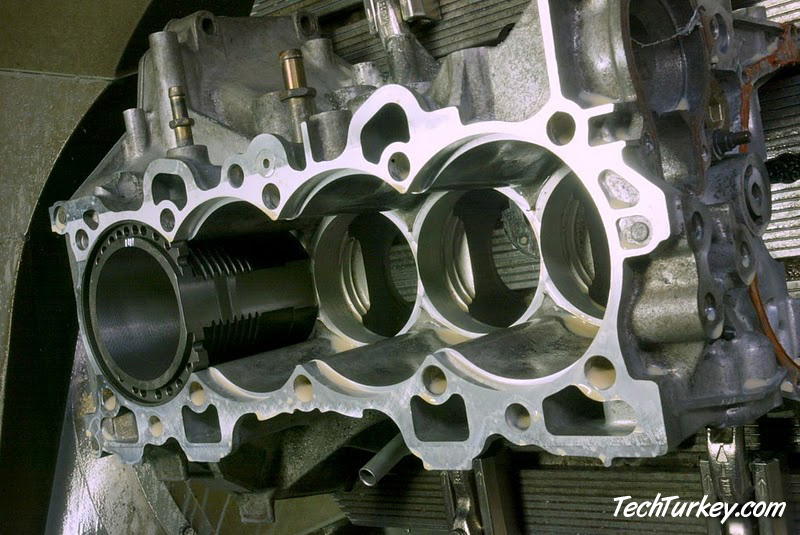
84mm'e geldiğimizde döküm demir olan gömleklerimizin tamamen ortadan kalkıyor aluminyum kısmı gözüküyor.
86mm'de sadece aluminyum kaldı.
Honlama, tam olarak 89.0mm de yani Dartonun o-ring kısmının ölçüsünde bitirildi.
Darton gömleğin o-ring kısmı için test montajı yapılıyor.
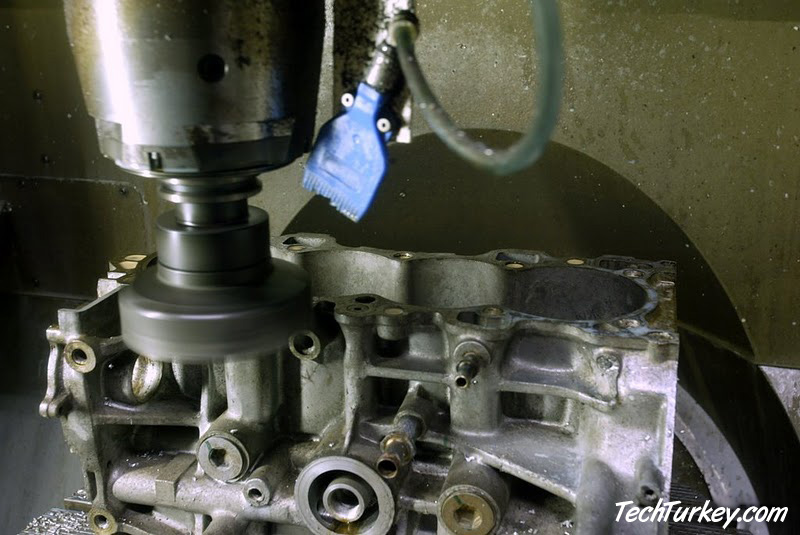
Şimdi ise aluminyum gömlekler daha önceden belirlenmiş alt eşik yüksekliğine kadar traşlanıyor.

Failure is not an option.
Sırada, bloğumuz gerekli yüzey yüksekliği için traşlanıyor.
Ardından gömlek çevresi için kademe açılıyor.
Gömleğimiz test için tekrar yerleştiriliyor.
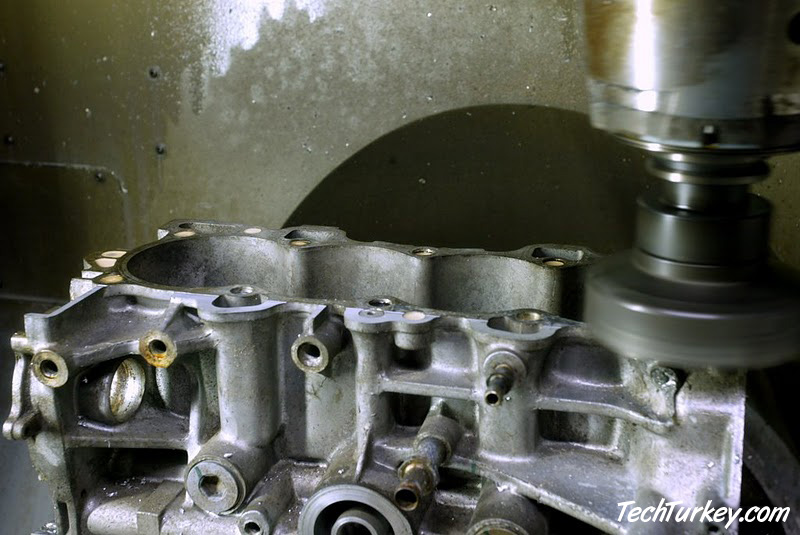
Gömlek alt kademe için bloğumuz işleniyor.
Gömlekler kontrol amacı ile geçici olarak oturtuluyor.
Gömleklerimiz standart ölçüde yani 81mm geldiğinden tekrar honlama işlemi için bloğa sabitliyoruz.
Gömleklerimiz aşağıdaki fotografta son honlama için istenilen ölçüye getiriliyor.
İlerideki zamanlarda herhangi bir conta sorunu yaşanmaması için gömlek yükseliği blok yüzeyinden farklı bırakılmaktadır. Silindir kapağı sıkıldığı zaman tam bir sızdırmazlık sağlanmaktadır.
Gömlek yüksekliğini 45 mikrona ayarladık.
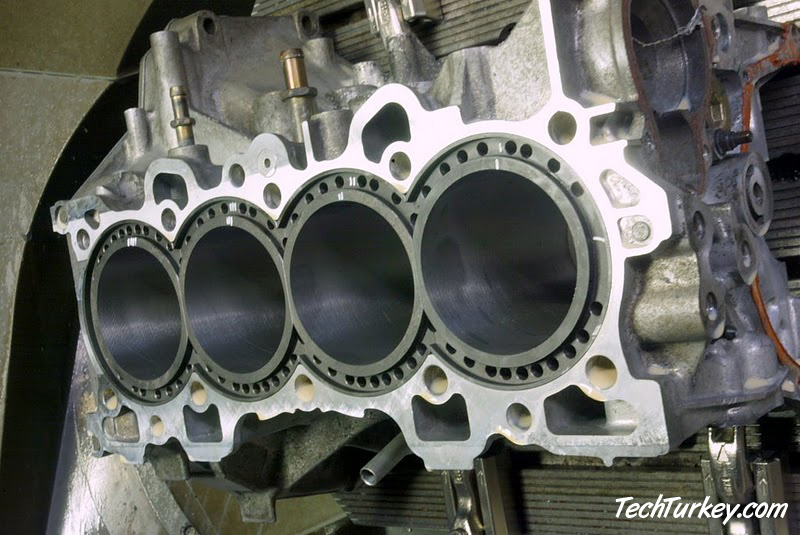
Aşağıdaki fotografta darton gömlekler için işlenmiş bir bloğun neye benzediğini görebilirsiniz.
Gömleklerimiz tekrar bloğa sabitlenerek silindir honlama makinesiyle son honlama işlemini yapılıyor. (Gömleklerimize doğru bore değerini ve yağ dağılımı için gerekli olan doğru deseni verebilmek için son defa honlanıyor. Her gömlek hem yuvarlaklık hemde koniklik açısından + / - 5 mikron tolerans ile işleniyor.)
Bloğumuz motorun toplanabilmesi için temizleniyor. İşte hazır
....................
Failure is not an option.
")
Emeginize sağlık arkadaşlar
Call for prayer
http://m.youtube.com/watch?v=7na5Zm0vwtI
insanlar en akıllı varlıklardır, hüküm edemedikleri yaradılış ve ölümdür
Instagram hesabımız
miniksracing - humidorturkiye
")

+/- 1 mikron neredeyse hata yok gibi.Elinize saglık.
DynoDynamics in Ecutuned
")
mukkemmel bı uygulama hakkatten tebrıkler
mmustu Nickli Üyeden Alıntı

")
ne yalan söyleyeyim , ben şahsen b16b bloğa kıyamazdım
bu arada anlatım ve görsel detaylar çok başarılı
yanlız konunun detaylarını fazla bilmediğim için soruyorum , kafama şu takıldı , bu dalton kardeşler birbirlerine omuz teması halinde kalıyorlar , aralarında bir sabitleme işlemi yok mu? yani 4 gömleğin de duvarları birbirlerine titreşim vermezler mi bu haliyle? bu işin mantığı nedir?
Tesla Model Y Juniper Premium Sr
gömleklerin alt tarafları ilaçlı o-ringli. ve yuva gibi yere oturuyor resimlerde var zaten. üst taraftada gömlek çerçeveleri için yuvalara oturuyor hem aşağıdan hem yukardan sabit şekildeler. titreşim ile oynama mümkün değil açıkçası.
Failure is not an option.
")
Ellerinize saglık darton zede olarak
o.k. şimdi oldu
bu şekilde aralarında boşluk olduğu için sıvılar da rahat rahat geçiyor tabii
soğutma açısından da verim artıyor kısaca
doğru mudur?
Tesla Model Y Juniper Premium Sr
aynen doğrudur. mid gömleğin en büyük artısı güç dayanımından ziyade soğutma kapasitesidir.
Failure is not an option.
")
sade ve görsel bir anlatım olmuş emeklerinize sağlık arkadaşlar
35 VT 555 98 vti 35 AD 5528 04 ep3 35 EA 6432 08 fn2
35 EA 7292 08 s2k 35 EA 2260 09 s2k 35 EA 5988 09 s2k
35 EA 5522 09s2k
")
Güzel paylasım teşekkürler...Hangi aracta kullanıldı yada kullanıldımı ?
türkiyede turbo yapan çoğu honda araçta darton gömlek mevcut. montaj aşamaları ve makineleri farklı olabilir onu bilmiyorum. buradaki resimler yurtdışından alıntıdır zaten ilk msg da yazdım.
Failure is not an option.
")
Peki müdür eski tip dartonlarla yeni dartonlar arasında malzeme ve dizayn farkı varmı
kendi sitelerinden baktım da farkları var biraz. ingilizce olarak aktarıyorum.
Even in wet sleeve designs of the past, water is never efficiently processed or flowed between the block and head to provide for maximum heat dissipation in the combustion chamber. Inherent in open or closed deck engine blocks of cast iron or aluminum is a certain amount of water stagnation. This is like pouring water through a funnel, there is really no flow or velocity until the water exits the spigot. In the case of blocks and heads, the casting ports are designed for ease of casting not efficient flow. Now with Darton's "MID", Swirl Coolant Technology the cooling medium is ported and directed to significantly improve heat transfer where it is needed most, in the upper cylinder wall/flange area.
Now that Darton has solved the design issue of cylinder weakness another issue with wet sleeves is the sleeves exterior surface. In a standard wet sleeve design sleeves are punished by turbulent coolant often causing corrosion or rust. Darton now supplies the MID sleeves with a phosphate coating. Phosphate coating is the treatment with a solution whereby the surface of the metal is covered with an integral, protective layer of insoluble crystalline. This microcrystalline structure on the MID sleeve makes it optimal for corrosion and rust resistance.
Additionally this adds another protective barrier for the o-rings in the lower register of the sleeve extending their lifespan even longer. This coating resists abrasion from the hot turbulent water flow that is created in the water jacket area of the block. This aids the elimination of hot spots in the compression area allowing you to make more power. This coating makes the MID sleeves impervious to problems most commonly found in all wet sleeved blocks. Adding the phosphate coating to the MID sleeve is just another way Darton is constantly evolving sleeve design and the way the industry perceives the way you can sleeve a block.
Failure is not an option.
")
Peki her araca uygulanabiliyormu? yani darton''un universal gömlekleri var mıdır?
diğer yandan aracın blogu kazara fazladan taşlanırsa yapılacak bir şey var mıdır?
Bu uygulama Bostancı sanayiinde yapılabiliyor mu?
darton un üniversal mid gömlekleri yok her araç için ayrı satılıyor. dartonun (dry) kuru tip gömlekleri universal olarak satılıyor ister flanşlı ister flanşsız olmak üzere. custom olarakta yaptırabiliyorsunuz. blok kazara taşlanırsa derken? zaten fazla taşlanırsa gömlekten ziyade piston üst kapağa temas eder.
bostancı sanayide yaptırmıştık bir honda için, araç konyaya satıldı drag vs kovaladı aracı alan arkadaş bir problem yaşadığını duymadım.
sanayi girişi 2. sol sokak, soldaki ilk dükkan. rektifiyecinin adını unuttum şimdi.
Failure is not an option.
")
ehhhh tezgahta on numara deckel maho 5 axis , yapılmayacak iş yok o tezgahta , paylaşım için teşekkürler gerçekten kafamda bazı şeyler bu paylaşımla yerine oturdu
CNC MACHINE WORKS
CUSTOM TUNE PARTS
Şu an 1 kullanıcı var. (0 üye ve 1 konuk)
Yetkileriniz

 Alıntı
Alıntı